

无需繁琐的文字描述,观看我们的视频,让大口径翅片管产品一览无余!
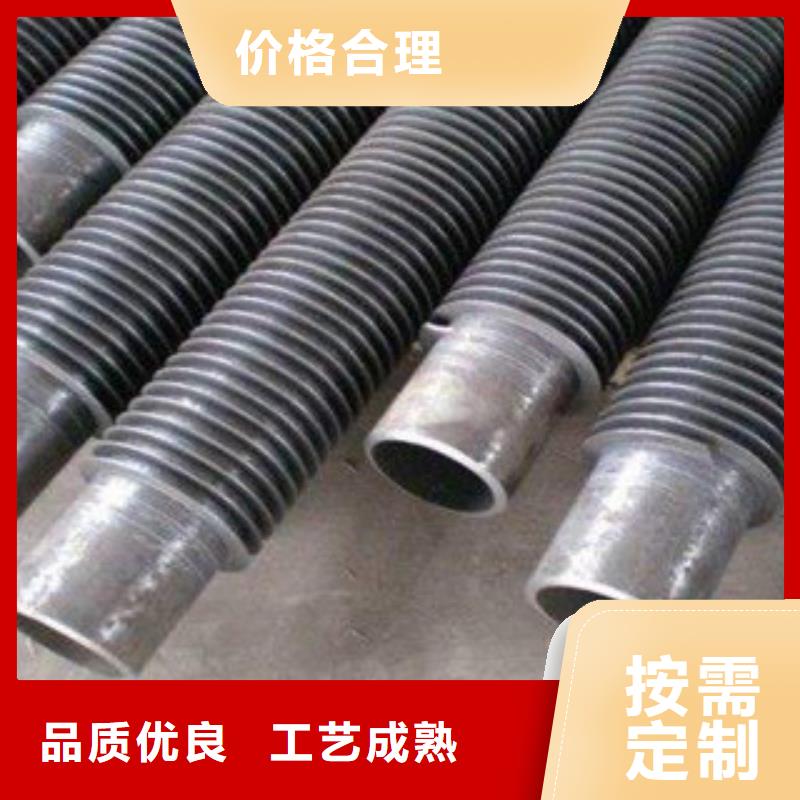
以下是:大口径翅片管的图文介绍

湖北十堰钢铝复合翅片管外表面润滑无起皱。气流通过翅片的距离很短。接触热阻小。实验表明,在低于210度的工作环境下,钢-铝复合翅片管的接触热阻几乎为零。接触热阻较小,有利于换热。巨大的散热区。钢-铝复合翅片管的大翅片比值达到22.7。单元的散热量要比普通散热管大得多。使用寿数长钢-铝复合翅片管的加工工艺中,基管与铝翅片紧密结合。底座外形成0.5mm厚的涂层,保持基管与外部环境空气无接触,提高使用寿命。钢-铝质复合翅片管不易结灰、湖北十堰本地结垢。表面水易清洁除污,耐温变性,并可长期保持换热功能。钢-铝复合翅片管是一种复合后滚压钢铝复合管。为提高热交换效率,通常将热交换器表面加翅片,以增加热交换器的表面面积(或内表面),以达到提高热交换效率的目的,这种换热管称为翅片管。肋管作为热交换元件,长时间工作在高温烟气环境中,如锅炉换热器所用翅片管环境恶劣、湖北十堰本地高温高压且处于腐蚀气氛中,对翅片管的性能要求应非常高。其特点是粘结紧密、湖北十堰本地热阻低、湖北十堰本地传热功用好、湖北十堰本地强度高、湖北十堰本地流失量小、湖北十堰本地耐腐蚀性能强,在长时间的冷、湖北十堰本地热条件下不易变形,使用寿命长。所有滚轧的翅片润滑,不起皱,容易清洁。加温空调工程中进行湿法冷却时,翅片外表面冷凝水简单去除,在干热等交流热场合不易积灰、湖北十堰本地结垢。


湖北十堰三辊斜轧整体型螺旋翅片管三辊斜轧整体型螺旋翅片管其生产原理为:在光管内衬一芯棒,经轧辊刀片的旋转 带动,无缝钢管通过轧槽与芯头组成的孔腔在其外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在接触热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。三辊斜轧整体型螺旋翅片管技术已成功应用于翅片为铜、湖北十堰铝的单翅片管或复合翅片管,或钢质的低翅片管;钢质整体型翅片管市场上多见为低翅片管,整体型高翅片管其材质多为铝、湖北十堰铜等,一般是冷轧成型。



工厂直销,价格可议。多年 湖北十堰铝翅片管行业生产经验,保持稳定的产品质量,从原料到出厂,严格把关每一个流成,工艺严格技术成熟,保持 湖北十堰铝翅片管产品质量稳定。



1、湖北十堰当地翅片管因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。2、湖北十堰当地 防腐性能、湖北十堰当地耐磨性能、湖北十堰当地低的接触热阻 、湖北十堰当地高的稳定性、湖北十堰当地防积灰能力。3、湖北十堰当地换热面积大。高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、湖北十堰当地锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、湖北十堰当地功率、湖北十堰当地工件成形角度、湖北十堰当地挤压力、湖北十堰当地电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、湖北十堰当地工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的先进方法。


